Crescem aplicações com Eletrodeionização (EDI), que custa 15 vezes menos do que há 10 anos
Por Cristiane Rubim
Edição Nº 58 - Dezembro de 2020/Janeiro de 2021 - Ano 10
A Eletrodeionização (EDI) hoje é utilizada no processo de purificação de água para diversas aplicações. Entre elas, por ser um processo limpo, na alimentação de equipamentos nas indústrias farmacêuticas para laboratórios de suporte à produção em Controle
A Eletrodeionização (EDI) hoje é utilizada no processo de purificação de água para diversas aplicações. Entre elas, por ser um processo limpo, na alimentação de equipamentos nas indústrias farmacêuticas para laboratórios de suporte à produção em Controle de Qualidade (CQ) e Pesquisa e Desenvolvimento (P&D) e laboratórios clínicos para: autoclaves – esterilizadores de ferramentas; lavadoras de vidraria; banho-maria; câmaras de testes de intemperismos (wheather-o-meters) – testes de envelhecimento acelerado que simulam os efeitos degradativos de um produto exposto a condições ambientais agressivas, como luz, umidade e calor; câmaras de estabilidade – que fazem testes de armazenamento, validade, embalagens e estabilidade de produtos; analisadores clínicos; geradores de hidrogênio; e sistemas de ultrapurificação de água, caso do Milli-Q, da Merck Millipore.
É utilizada ainda no preparo de meios de cultura nos laboratórios de microbiologia, testes de dissolução – testes físico-químicos in vitro do desempenho de produto para absorção e efeito terapêutico no organismo; titulação – análise química quantitativa de substância numa amostra, se a concentração no rótulo é verdadeira e se a quantia do composto químico é exibida na embalagem; preparo de corantes para histologia – estudo dos tecidos biológicos que analisa sua estrutura, origem e diferenciação; DQO (Demanda Química de Oxigênio) e DBO (Demanda Bioquímica de Oxigênio); e Espectroscopia – estudo da interação entre a radiação eletromagnética e a matéria analisando os fenômenos físico-químicos de reflexão, refração, espalhamento elástico, interferência e difração ou alterações nos níveis de energia de moléculas ou átomos. Além de várias outras aplicações laboratoriais que precisam de água purificada com resistividade acima de 10 MOhms e TOC (Carbono Orgânico Total) menor que 50 ppb.
Por não usar produtos químicos no processo de purificação de água, a Eletrodeionização já atua em larga escala. Na indústria de eletrônicos, é utilizada na produção de água purificada e ultrapura na lavagem de placas eletrônicas, eliminando impurezas que possam danificar os circuitos eletrônicos, que são extremamente sensíveis. E em empresas que precisam de água de alto grau de pureza, como a de semicondutores.
Seu uso vem se expandindo para outros tipos de indústrias, como as termoelétricas. Na indústria sucroalcooleira, produz água purificada para caldeiras que gerarão vapores para o funcionamento das turbinas que produzem energia elétrica, evitando incrustações.
São muitos os avanços que a EDI proporciona aos tratamentos:
• Produz água em larga escala sem uso de produtos químicos;
• Sistema limpo com menor risco operacional e de acidentes;
• Qualidade extrema e contínua da água final;
• Operação contínua e ausência de paradas para manutenção constante;
• Facilidade de operação e controle;
• Requer menor área de instalação;
• Produz água de melhor qualidade comparado aos processos convencionais;
• Recuperação de 100%. Fontes: Gehaka e Fluence.
Custo
A entrada da Gehaka na fabricação nacional favoreceu o acesso de muitas indústrias do setor farmacêutico e similares à tecnologia.
“O custo é elaborado conforme projetos específicos, mas atualmente o produto custa 15 vezes menos do que há 10 anos” – afirma Rogério Mendes Couto, gerente de produtos da unidade de tratamento de água ETAG da Gehaka.
O custo da EDI tende mesmo a se reduzir ao longo do tempo. “O uso mais amplo da tecnologia por vários segmentos industriais e a produção em larga escala fazem com que o preço dos equipamentos que utilizam a EDI reduza para o usuário final” – aponta José Celestino da Silva Filho, especialista em vendas Milli-Q® Lab Water Solutions da Merck Millipore.
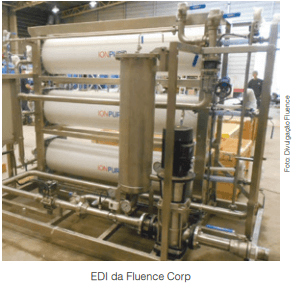
É analisado caso a caso e o custo depende sempre do projeto. “Representa entre 20% e 30% do custo do investimento de uma planta de tratamento de água DEMI, água desmineralizada” – ressalta Luiz Moacir de Godoy, coordenador de propostas da Fluence Corp.
Para polimento
EDI é um equipamento de pequeno porte que agrega as tecnologias de membranas e resinas sem paradas para reativação em um processo constante e limpo. Requer menor área de implantação e não precisa de outros sistemas anexos, caso dos sistemas de regenerações e de dosagens de ácido e hidróxido de sódio. É usada eletricidade em vez de produtos químicos para regenerar o sistema.
A regeneração das resinas é constante, fazendo com que não haja geração de resíduos químicos para o meio ambiente. A EDI substitui leitos mistos de resinas e, em alguns casos, o segundo passo da Osmose Reversa.
Sua aplicação é no polimento, etapa final do processo de desmineralização de água, para o qual é considerado o equipamento mais adequado. Os minerais e sais são removidos da água desmineralizada, quando é preciso no processo água com baixo teor de sal ou baixa condutividade. Alguns exemplos já citados: água de alimentação da caldeira e usos farmacêuticos, alimentares, industriais e eletrônicos.
Vantagens
Uma das maiores vantagens da EDI é sua alta taxa de produção x espaço. São grandes os benefícios da EDI em aplicações que demandam grande volume de água como: geração de vapor para turbinas de energia e água para lavagem de semicondutores. Com a EDI, consegue-se assim um grande volume de água em um espaço muito reduzido. “Numa área de apenas 1,5 m2, por exemplo, é possível conseguir até 3 mil litros de água ultrapurificada com células de EDI” – exemplifica Couto, da Gehaka.
A outra vantagem é a capacidade de a EDI se manter microbiologicamente segura. “Isso porque devido às variações de pH que ocorrem internamente, obtém-se ambiente impróprio para o crescimento de bactérias. O que é muito útil quando falamos de água para uso farmacêutico e na aplicação em empresas que utilizam água em produtos que precisam de controle microbiológico” – pontua Couto.
A combinação da Osmose Reversa (RO) e a Eletrodeionização (EDI) trouxe benefícios no processo de purificação de água. Entre eles, segundo José Celestino, da Merck, a remoção de íons orgânicos e inorgânicos que proporciona água com resistividade entre 5 MOhms e
15 MOhms, TOC entre 30 e 50 ppb e baixos níveis de sílica na água produzida, valores que não são obtidos pelo processo tradicional de deionização.
Comparação
Principais benefícios da EDI:
• Usada no polimento de permeado de Osmose Reversa, substitui o leito misto;
• Operação simples, segura e contínua ao contrário dos sistemas convencionais com resinas de troca iônica;
• Compacta e com baixo índice de manutenção;
• Remove sílica reativa e 99% dos sais dissolvidos;
• Uso de eletricidade em vez de produtos químicos para regenerar o sistema;
• Não gera efluentes agressivos ao meio ambiente;
• O rejeito em torno de 3% a 5% da alimentação é recirculado a montante da osmose reversa;
• Baixo consumo de energia: 0.13 a 0.26 kW/m³;
• Vida útil média da célula de EDI é de cinco anos. Fonte: Suez.
Como comparação, as tecnologias convencionais como sistemas de troca iônica:
• Aumentam as tarefas do time de operadores dos clientes;
• Têm elevado custo operacional em face do consumo de ácido e soda cáustica;
• Possuem alto risco de Saúde, Segurança e Meio Ambiente devido ao manuseio de regenerantes. Fonte: Suez.
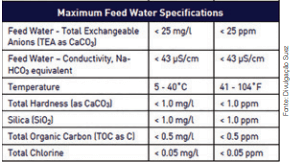
A água de boa qualidade que deve vir do permeado de osmose reversa para alimentar a EDI segue exigências:
Combo OR + EDI
A Suez criou a plataforma Pro E-Cell, que integra um combo de Osmose Reversa e EDI em:
• Único skid;
• Único sistema de controle;
• Conexão direta entre OR + EDI.
Nessa plataforma, com engenharia predefinida, o tempo de fabricação e os custos ficam muito mais baixos. A Pro E-Cell é disponibilizada nas configurações de:
• Duplo passo de OR low energy + EDI com vazões entre 10 e 25 m3/h;
• Simples passo de OR alta rejeição + EDI com vazões entre 30 e 50 m3/h.
Larga escala
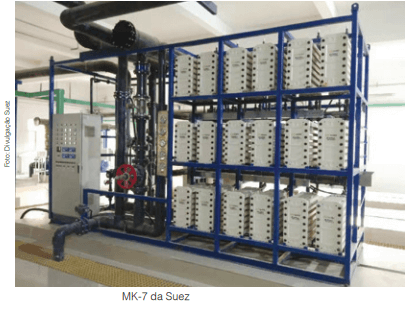
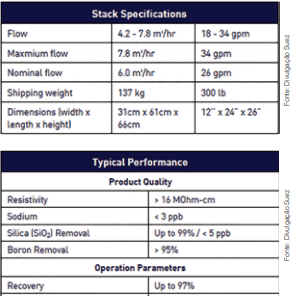
“Não existe limitação de vazão para sistemas de EDI. A vazão é determinada pela quantidade de stacks instalados” – diz Marcus C. Simionato, gerente comercial para a América Latina da Suez Water Technologies & Solutions. A nova linha de stacks MK-7, da Suez, por exemplo, possui uma das maiores capacidades de produção por unidade:
No Brasil, o maior sistema instalado pela Suez está no Rio de Janeiro em uma empresa petroquímica com capacidade máxima de 180 m3/h de água desmineralizada. No exterior, a Suez tem diversas plantas de EDI instaladas com altas capacidades de produção de água ultrapura, principalmente de geração de energia. Atualmente, há projetos em desenvolvimento para uso de EDI em aplicações de água de reposição de caldeiras de alta pressão com vazões de até 1.200 m3/h, por meio de plantas modulares e com produção de qualidade de alta pureza: condutividade < 0,2 uS/cm e SiO2 < 10 ppb.
A aplicação da EDI em larga escala tem ocorrido em equipamentos de pequeno porte e na indústria farmacêutica. “Sempre é necessário avaliar o custo-benefício comparando com processos convencionais. Para equipamentos maiores, é preciso fazer uma avaliação mais profunda entre Capex e Opex” – orienta Godoy, da Fluence. Em locais de difícil acesso e distantes, a EDI se torna uma opção atrativa, pois não precisa repor químicos.
Integrada
A EDI é perfeitamente integrada a sistemas de controle, Internet das Coisas (IoT), Controlador Lógico Programável (PLC) e outros. “A célula em si é muito simples e operada por um pequeno circuito eletrônico que produz a corrente elétrica necessária para o processo de purificação de água” – explica Couto.
A Gehaka fabrica as células, mas monta em estruturas, chamadas de skids, que possuem automação de última geração operada remotamente. “Ligada a uma rede corporativa, é possível verificar tudo o que acontece na Estação. Desde a qualidade de água de entrada e saída até todos os alarmes e registros de eventos em um PC e históricos do processo” – discorre Couto.
Os novos sistemas de purificação de água da Merck que utilizam as tecnologias de Osmose Reversa e EDI conectam-se à Internet utilizando o Milli Q Connect e são controlados remotos tanto pelo usuário quanto pelo técnico. “É possível verificar toda a performance do equipamento, muitas vezes, sem precisar da ida do técnico ao cliente, reduzindo bem o custo operacional” – diz José Celestino.
Dados relevantes
A EDI fica conectada e integrada ao sistema de controle da planta, que realiza seu monitoramento e a intervenção operacional remota. Como as aplicações de água e processos geram grande quantidade de dados operacionais, a Suez vem investindo agora em sua plataforma InSight. A InSight consegue capturá-los e transformá-los em informações vantajosas ao cliente. O objetivo da plataforma é maximizar o desempenho e a vida útil do sistema, evitar interrupções, otimizar o processo e reduzir custos operacionais.
A plataforma InSight:
• Coleta parâmetros do PLC, dispondo-os para análises e tendências;
• Avisa se algum dos parâmetros sair da faixa operacional;
• Fornece acesso aos dados técnicos e operacionais via plataforma Internet, incluindo smartphones e tablets;
• Permite criar gráficos de tendências dos parâmetros em único gráfico;
• Por meio de ferramentas de análise, propicia manipular dados e extrair as informações necessárias;
• Arquiva os dados do sistema em um banco de dados central com acesso 24 horas por dia / 7 dias na semana;
• Ao analisar a tendência, exibe os limites altos e baixos de cada parâmetro por gráficos e o cliente consegue entender rápido se ele está dentro da variação normal de operação.